





































技术论文:基于扭矩测试法对金属加工 液进行经济性评估的实验与统计设计考量
技术论文:基于扭矩测试法对金属加工 液进行经济性评估的实验与统计设计考量
朱莉·B · ZIMMERMAN密歇根大学安娜堡分校
密歇根州安娜堡市土木与环境工程系和
SATSUKI TAKAHASHI密歇根大学安娜堡分校
密歇根大学安娜堡分校电气工程与计算机科学系
密歇根州安娜堡和
KIM F. 海斯
密歇根大学安娜堡分校
密歇根州安娜堡市土木与环境工程系和
史蒂文·J · SKERLOS密歇根大学安娜堡分校机械工程系
密歇根州安娜堡
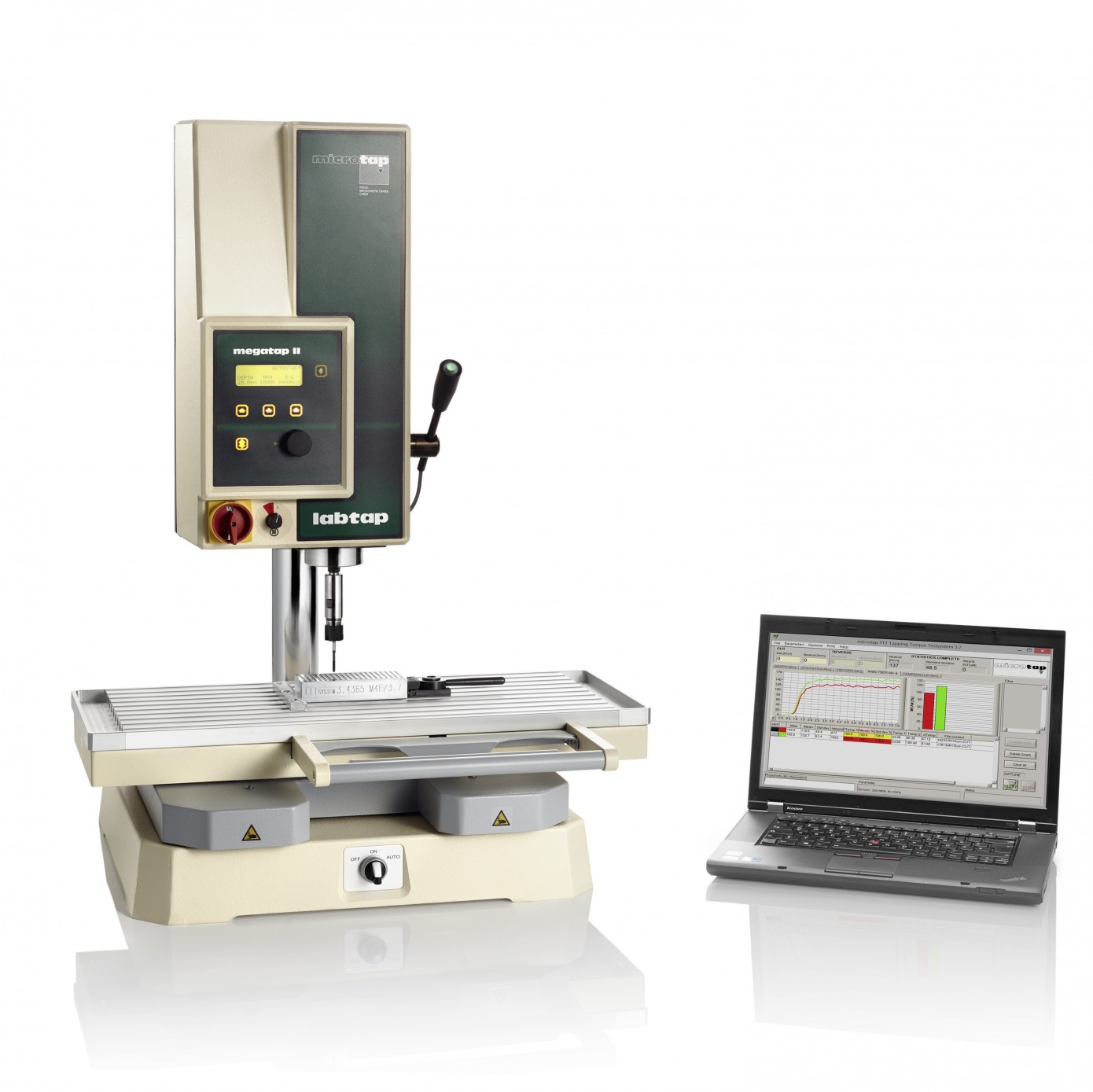
![]() 近期,允许多个测力扭矩测试在单个工件
近期,允许多个测力扭矩测试在单个工件
![]() 上 进行 的多评估系统(MES)在金属加工液 (MWEs)评估领域日益受到青睐。然而, MWF 配方师难以获得具有统计学显著性或与现场经验相符的结果,这引发了对MES有效性的质疑。本文针对MES评估 MWF 提出统计与实验设计考量, 旨在最大化T ³对 MWF性能的敏感性,并提升实验室与现场性能之间的相关性。为此,我们开发了一种分辨力指标,用于量化T ³工作条件(速度、材料、刀具尺寸等)区分不同MWFs的能力。研究表明,随着分辨力的提升,T ³对预期现场性能响应的相关性也随之增强。本文最后讨论了提高cost₃解析能力与T ³结果统计显著性之间的经济权衡关系。
上 进行 的多评估系统(MES)在金属加工液 (MWEs)评估领域日益受到青睐。然而, MWF 配方师难以获得具有统计学显著性或与现场经验相符的结果,这引发了对MES有效性的质疑。本文针对MES评估 MWF 提出统计与实验设计考量, 旨在最大化T ³对 MWF性能的敏感性,并提升实验室与现场性能之间的相关性。为此,我们开发了一种分辨力指标,用于量化T ³工作条件(速度、材料、刀具尺寸等)区分不同MWFs的能力。研究表明,随着分辨力的提升,T ³对预期现场性能响应的相关性也随之增强。本文最后讨论了提高cost₃解析能力与T ³结果统计显著性之间的经济权衡关系。
关键词
金属加工液评估;攻丝;机械加工;经济学; 刀具涂层;应用统计学
引言
针对金属加工液(MWF)现场性能评估的有效实验室测试方法探索已持续超过50年。标准实验室磨损试验与极端压力试验(如销钉与V型块评估试验ASTM D 2670 、四球磨损试验ASTM D4172)应用范围有限,且未能被证实能充分反映实际生产工况下的加工性能(1)-(3) 。事实上,大量文献证据表明,只有通过实际加工操作(如扩孔、钻孔或攻丝)才能合理预测金属加工液在切削作业中的润滑性能(1) 、(4)-(8) 。显然,测试条件越接近实际生产工况,其预测效果越好。但在配方研发初期阶段,仍需建立能简化开发流程的有效实验室测试方法。在为实现这一目标而开发的众多实验室规模性能测试中,攻丝扭矩测试(T 3)因其满足多项理想测试要求而获得广泛认可:(a)与现场测试结果具有相关性,(b)操作简便,(c)测试速度快,(d)经济高效,(e)测试样本量小,(f)测量精度高,(g)能适应严苛工况(9) 。此外研究证实 ,低攻丝扭矩与工具寿命延长、螺纹表面完整性良好以及高效金属加工液之间存在显著相关性(2) 、(6) 、(10)。
根据ASTM D 5619《使用扭矩测试机比较金属去除液的标准》(11),“ [扭矩测试]方法相较于以往可用的实验室规模测试,能更准确地预测金属去除液的润滑性能。”但需注意的是,ASTM D 5619并未规定默认操作条件,包括加工速度、工件材料、刀具合金、刀具尺寸或刀具涂层。可以合理推测,由于未考虑此类可控变量,以及工件硬度和刀具磨损等不可控变量,导致文献中报道的T 3结果存在显著差异(1) 、(2) 、(9) 、(I 1)、 (12)。与这些观察结果一致, MWF 配方师在获取具有统计学意义的结果或基于经验预期结果方面均面临困难 。这引发了对T 3在金属去除液评估中有效性的质疑。
本文研究了能有效最小化3中变异来源的实验设计方法,并提出一种可提升攻丝扭矩实验评估 MWF 性能效能的实验设计范式。具体而言,本研究:(a)提出利用新型攻丝扭矩测试平台设计、实施及解读 MWF 评估实验的方法;(b)论证了操作条件与加工参数的选择对通过攻丝扭矩测试区分 MWF 性能及预测实际工况表现具
有关键作用;(c)明确了设计3实验时成本与灵敏度之间的权衡关系。
单次评估系统( SES) 与多次评估系统( MES)对比
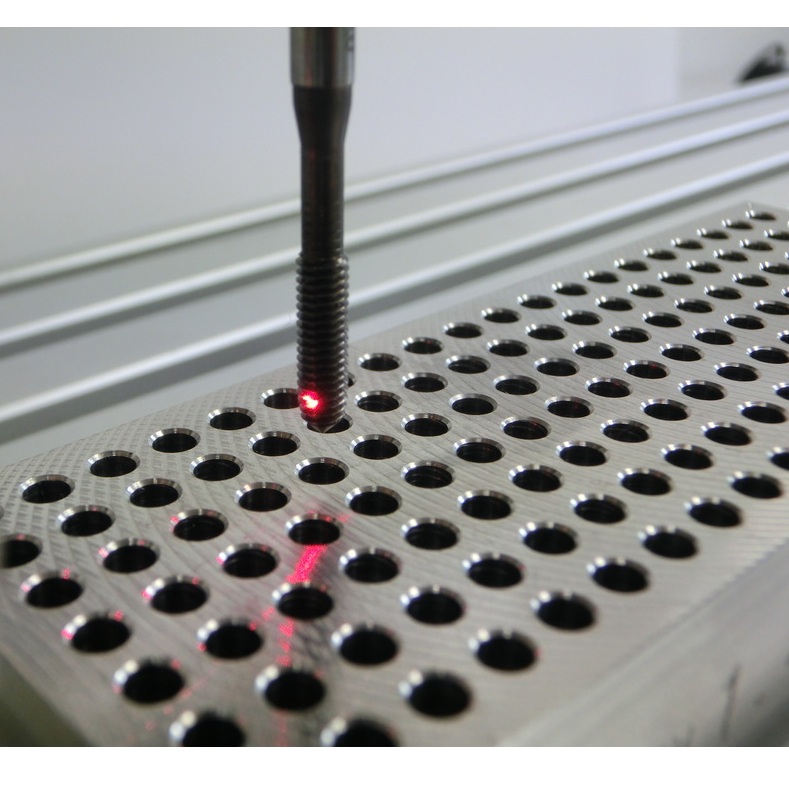
ASTMD5619标准专为T 3系统设计,该系统采用对每个工件进行单次抽样评估(SES)。由于不同工件间的差异可能掩盖由多工件因素(MWFs)引起的扭矩响应差异,每次对新工件进行测试评估都会给评估过程引入显著不确定性。为消除这种影响,SES操作员通常会尽量选用同一批次、同制造商生产的工件进行测试,但有时这会带来较高成本。
由于工件尺寸差异和单次测试成本带来的挑战,人们开 发 了 攻 丝 扭矩 测 试平 台 , 该平 台 可在 同 一 工件 (MES)上评估多种测试条件。虽然这种设计通过减少工件材料相关变异性使T 3更具便利性和成本效益,但考虑到单个工件内可能出现刀具磨损和局部硬度差异,此类系统在实验设计与结果解读方面带来了新挑战。鉴于ASTM D5619标准并非针对MES设计,下文将探讨有助于充分利用单工件多次评估独特优势的额外考量因素。
测量变异性与置信度
![]() 打孔装置通常会输出随深度变化的扭矩测量值,从而形成如图1(a)所示的切削扭矩曲线。根据中心极限定理的预期(图1(b)),在曲线平台区域(理论上不存在进给力、退给力或切屑堵塞等系统性或明显变异因素)的扭矩值分布应遵循正态分布。平台区域切削扭矩值的平均值(X) 可作为所选工况 (μ) 下理想“ 真实”打孔扭矩的参考值。考虑到平台区域数据点数量相对较少,正态分布可采用t分布进行近似处理,其置信水平为a的 μ 置信区间可通过公式(13)表示。
打孔装置通常会输出随深度变化的扭矩测量值,从而形成如图1(a)所示的切削扭矩曲线。根据中心极限定理的预期(图1(b)),在曲线平台区域(理论上不存在进给力、退给力或切屑堵塞等系统性或明显变异因素)的扭矩值分布应遵循正态分布。平台区域切削扭矩值的平均值(X) 可作为所选工况 (μ) 下理想“ 真实”打孔扭矩的参考值。考虑到平台区域数据点数量相对较少,正态分布可采用t分布进行近似处理,其置信水平为a的 μ 置信区间可通过公式(13)表示。
置信区间 [1]
其中n表示平台期切割扭矩值的数量,ta ,n-1是对应于n-1自由度下a水平置信度的t分布纵坐标,S表示X的估计标准差。公式[1]量化了实验观测到的X对 μ 估计值所体现的确定性程度。
在单次检测中,n值受限于检测深度与仪器分辨率,且由于Sis值通常较大,
Lubrication Engineering
JOURNAL 0F THE SOCIETY OF TRIBOLOGISTS AND LUBRICATI0N ENGINEERS
eat Exchange Coefficient inThermoelastic Contact
Evaluatlng Metalworklng Flulds
Tapping Torque Test
Lubrication Fundamentals:
Metalworking Fluids
2003 STLE Annual Meeting: Exhibit Program Guide
论文全文阅读下载(中英对照版):
![]() University_of_Michigan_UofM_STLE-2003_MWF_highlight_E_billingual.pdf
University_of_Michigan_UofM_STLE-2003_MWF_highlight_E_billingual.pdf
