






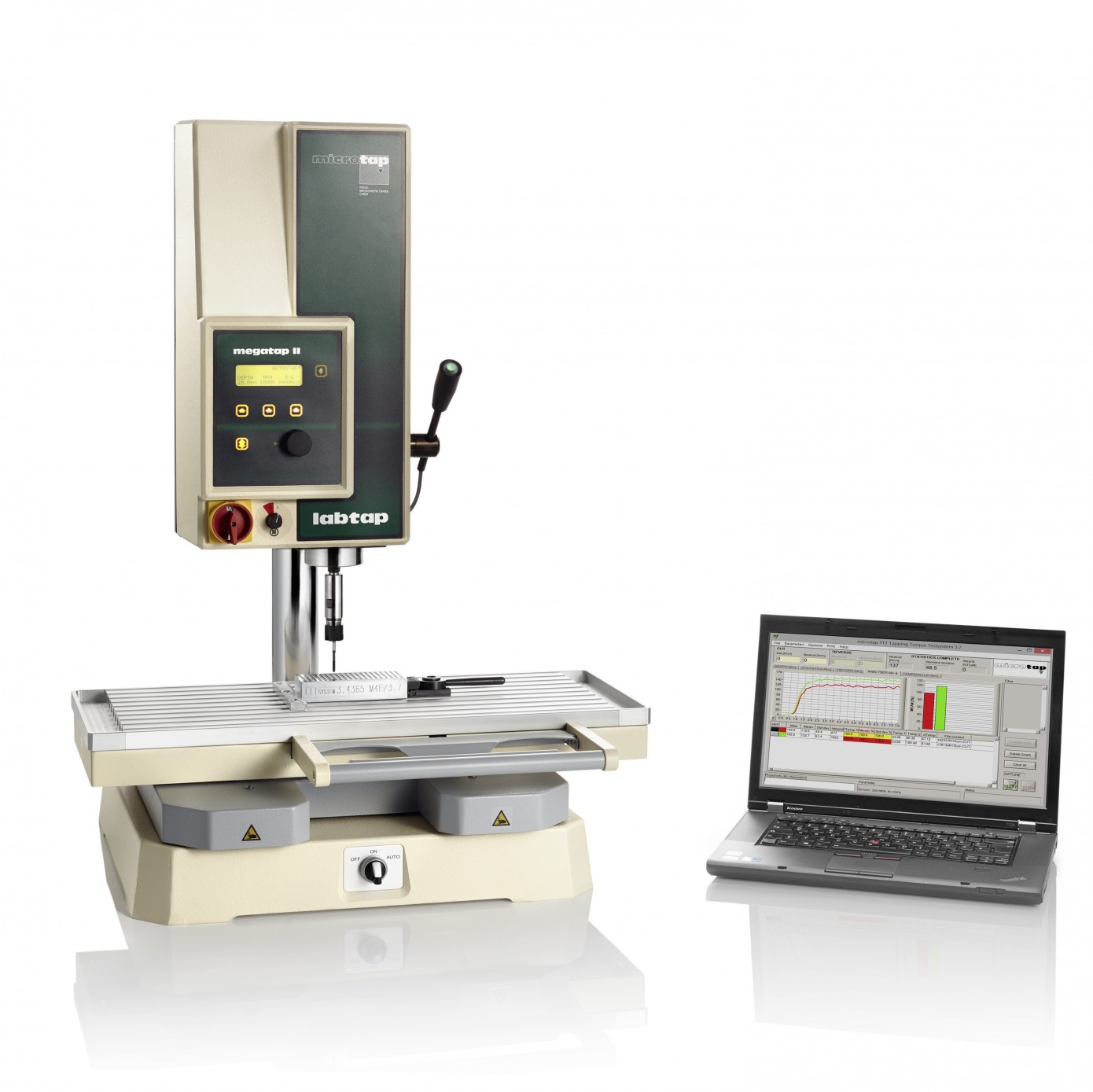





























Microtap攻丝机 G16

精密螺纹加工机床
Microtap螺纹加工机床最大的特点就是保护丝锥,极大地提高丝锥寿命,并防止报废昂贵的零部件。通过力矩自动监视和控制,达到鉴别螺纹误差,自动识别废品,防止虚打漏打,杜绝次品.同时大大节省时间,提高效率和质量,更因此而赢得顾客的长期信赖和持续订单。
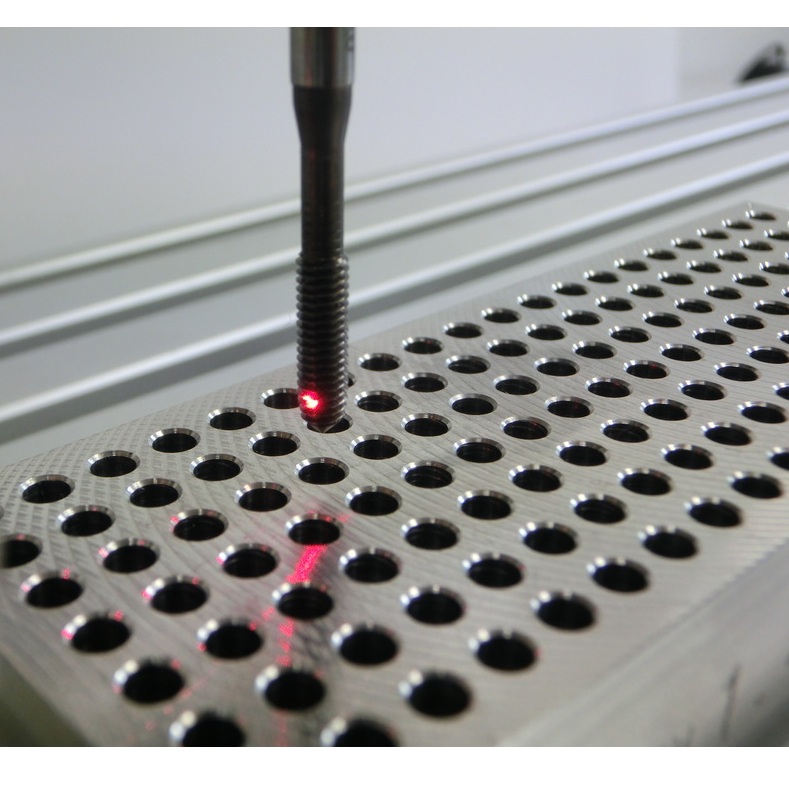
TTT 螺纹机床技术的优势 工作扭力持续控制,施力恰如其分 根据材料和螺纹尺寸设定恰当的工作扭力,使其不会超越丝锥 的断裂临界点,螺纹遂得以持续控制和分析,因而可以持续识 别螺纹的质量。而实际所需的扭力显示在视窗内。 防止丝锥断裂 机床可以识别操作时的扭力增大或者操作意外。因而可以防止 用已坏了的丝锥来加工或者在润滑不足的状态下加工。 自由浮动的操纵杆/手柄 特殊设计的操纵手柄无需明显施力即可使丝锥和工件之间的 合理接触和平衡。丝锥即很快自行导入工件。接下来的攻丝 即可手动操作或者由自动推进系统来进行 。 自始至终确保精度 螺纹加工的深度由电子深度测量系统 来控制(精确度0.05mm) 视窗显示深度的精度(+/-0.1mm) 电子控制接触点 工件的位置同样也由深度控制系统(+/-0.1mm)进行测量。 允许公差可以调整。
所有参数均可在加工过程中控制。 | 传统螺纹机床的不足 无法考虑扭力和丝锥的断裂临界点 加工时不可能识别工作扭力,因而不可能优化各项参数。 丝锥的断裂点无法预测。自动推进通常都是相当呆滞粗劣的
增加废品 机床无法识别丝锥的磨损,因而会导致破裂和废品之危险。
增加磨损 每一支不同规格和螺距的丝锥都需要导向螺纹,因而在不同步 的时候会增加丝锥的磨损。重换丝锥耽误时间。无法避免尤其 是扭转时发生的丝锥破裂。 破裂的丝锥将报废昂贵的工件。 增加成本 真实的螺纹深度必须在加工完毕后方能测得。这导致而外的 时间和费用成本。 质量检测只能在完工后方能测得 工件的公差(高度,宽度,深度)只有在供需完毕后进行 质量检测时方有结论。 |


序号 | 生产 基地 | 规格型号 | 品 牌 | 不锈钢料 | 普通钢料 | 铝合金,铜料 镁合金,软材 | 转速 rpm | 扭力NCM |
1 | 德国 | microtap G2 | Microtap | M0.5-M2 | M0.5-M3 | M0.5-M3 | 150-1000 | 2-65 |
2 | 德国 | microtap G5 | Microtap | M1-M5 | M1-M6 | M1-M6 | 250-2200 | 5-220 |
3 | 德国 | microtap G8 | Microtap | M2.5-M8 | M2.5-M10 | M2.5-M12 | 300-3000 | 50-700 |
4 | 德国 | microtap G14 | Microtap | M3.5-M14 | M3.5-M16 | M3.5-M18 | 125-1250 | 120-1680 |
5 | 德国 | microtap G16 | Microtap | M4-M16 | M4-M18 | M4-M20 | 100-1000 | 150-2100 |
适合对螺纹精度要求高的用户
尤其工作和丝锥非常珍贵的用户(Microtap 智能攻丝机 扭力可调,不断丝锥不烂牙)
