



































Microtap攻丝机G5

德国Microtap精密螺纹攻牙机
德国Microtap迈科泰普微孔攻丝机能在合金、不锈钢、钛合金、铝合金等材料上攻M0.5-M14的内螺纹和外螺纹,可通过各种接口连接在自动流水线上。
德国迈科泰普Microtap智能微孔攻丝机的七大优势
攻丝扭矩可以设定,(切削丝锥和挤压丝锥),都能有效避免丝锥断裂或产生废品,攻丝范围M1-M16.
●电子生产监控
在加工过程中,驱动电机仅仅发挥到预先确定的扭矩,避免破坏丝锥和工件,确保加工质量。
●机械式主轴重力平衡补偿
丝锥进给乃至加工整个生产过程,机器内部不会产生轴向进给力
●智能驱动
无级可调切削速度,当达到预先确定的扭矩时,确保主轴立即停止并快速回位,从而避免产生粘刀
●智能扭力输出原则(用实际所需的扭矩加工)
创造高质量的螺纹,延长丝锥使用寿命。重新完成未完深度的攻丝,不会损伤原先已攻丝的螺纹
●多项技术方案
旋入衬套或拧螺丝,既可控制扭矩(+-1Ncm),也可以控制深度(+-0.1mm)
●Software 软件
显示润滑状态报告和刀具磨损情况,所有加工参数都显示在电脑显示屏上,并被记录下来,可供以后若干次重复使用
●质量控制
攻丝全过程一直在自动进行好/坏零件选择,创造价值是长久有保证
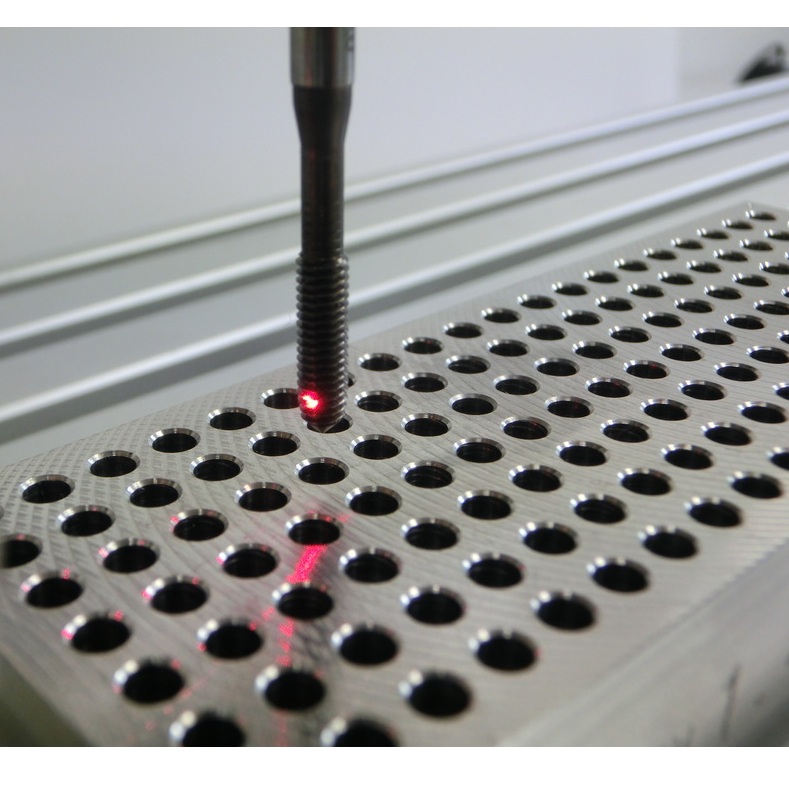
Mcrotap 螺纹加工机床技术的优势 工作扭力持续控制,施力恰如其分 根据材料和螺纹尺寸设定恰当的工作扭力,使其不会超越丝锥 的断裂临界点,螺纹遂得以持续控制和分析,因而可以持续识 别螺纹的质量。而实际所需的扭力显示在视窗内。 防止丝锥断裂 机床可以识别操作时的扭力增大或者操作意外。因而可以防止 用已坏了的丝锥来加工或者在润滑不足的状态下加工。 自由浮动的操纵杆/手柄 特殊设计的操纵手柄无需明显施力即可使丝锥和工件之间的 合理接触和平衡。丝锥即很快自行导入工件。接下来的攻丝 即可手动操作或者由自动推进系统来进行 。 自始至终确保精度 螺纹加工的深度由电子深度测量系统 来控制(精确度0.05mm) 视窗显示深度的精度(+/-0.1mm) 电子控制接触点 工件的位置同样也由深度控制系统(+/-0.1mm)进行测量。 允许公差可以调整。
所有参数均可在加工过程中控制。 | 传统螺纹机床的不足 无法考虑扭力和丝锥的断裂临界点 加工时不可能识别工作扭力,因而不可能优化各项参数。 丝锥的断裂点无法预测。自动推进通常都是相当呆滞粗劣的
增加废品 机床无法识别丝锥的磨损,因而会导致破裂和废品之危险。
增加磨损 每一支不同规格和螺距的丝锥都需要导向螺纹,因而在不同步 的时候会增加丝锥的磨损。重换丝锥耽误时间。无法避免尤其 是扭转时发生的丝锥破裂。 破裂的丝锥将报废昂贵的工件。 增加成本 真实的螺纹深度必须在加工完毕后方能测得。这导致而外的 时间和费用成本。 质量检测只能在完工后方能测得 工件的公差(高度,宽度,深度)只有在供需完毕后进行 质量检测时方有结论。 |
Microtap智能微孔攻丝机 G5 | |
攻丝能力 (螺纹切削DIN13 - 1, 1.2 x D) 扭矩范围 转速范围 螺纹深度/ 最大行程 带手柄的立柱高度 主轴与工作台距离 底座/T型槽x2/PG6 长/宽/高 主电压/ 功率 安全规范 并行接口
与电脑连接USB串行接口 机器颜色 操作界面 数据编辑错误警告 | M1-M5 X5CrNi189/1.4435(不锈钢,钛合金) M1-M6 9sMn28/1.0715 (普通钢料) 5-220 Ncm(根据需要无极调节扭力) 250-2200 RPM(根据需要无极调速,选择最佳速度) 45/65 mm(根据需要调节螺纹深度) 600 mm 0-280 mm 280x475x50 mm/M12x14/DIN650/G1/4 510/323/808 mm 230 Volt, 50-60Hz/300 Watt 符合CE/EMV 标准 I/O并行/电流隔离 SPS兼容 RS232 (V24)9600波特/电流隔离 RAL6001翠绿 菜单引导/主机/可选电脑带WinPCA软件 声音警报/I/O/RS232/错误信息显示 |
攻丝机操作界面软件菜单功能介绍 |
语言选择 德/英 公制/英制螺纹和切削深度选择 扭矩设置 向右或向左攻丝方向 正转和反转速度可设定:快、正常、慢转速 带有定位深度控制的自动启动,针对带有ZAP选项 |
快换接头夹具B10-13 | 快换丝锥夹头德国标准或ISO国际标准: M1-M1.8、M2-M2.6、M3、M4、M5/M6 共计5个 |


